
 EN
ENKaixin، یک شرکت با فناوری پیشرفته متخصص در تحقیق و توسعه، تولید و فروش شیرهای خط لوله پلیمری.
در حال حاضر، بسیاری از پلاستیک های مهندسی با موفقیت در قطعات مکانیکی اعمال شده و نتایج خوبی به دست آورده اند. با این حال، دشواری قالبگیری تزریقی پلاستیکهای مهندسی نسبتاً زیاد است، به خصوص رسوب قالب مستعد رخ دادن است. علت رسوب قالب پس از قالب گیری تزریقی پلاستیک های مهندسی چیست و چگونه آن را حل کنیم؟

1. تشکیل مقیاس قالب
رسوب قالب به پدیده ای اطلاق می شود که در آن اتصالات روی سطح قالب رسوب می کنند (شکل زیر را ببینید). رسوب قالب در طول قالب گیری تزریقی تقریباً همه ترموپلاستیک ها رخ می دهد. هنگامی که الزامات عملکردی محصول نهایی باید با افزودنی های مرتبط (مانند اصلاح کننده ها، بازدارنده های آتش و غیره) مخلوط شود، این افزودنی ها احتمالاً در طول فرآیند قالب گیری روی سطح حفره قالب باقی می مانند و منجر به تشکیل مقیاس قالب می شود.
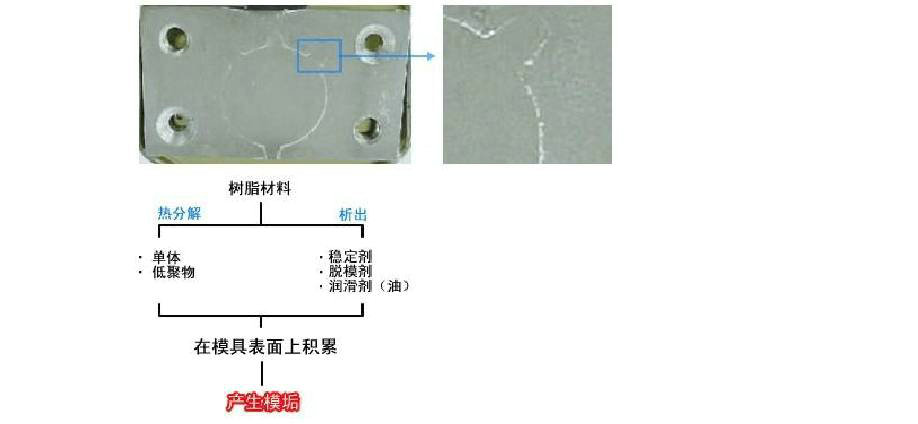
دلایل دیگری برای تشکیل پوسته قالب وجود دارد. شایع ترین دلایل به شرح زیر است:
▶محصولات تجزیه حرارتی مواد خام؛
▶ نیروی برشی شدید جریان مذاب در طول قالب گیری تزریقی.
▶اگزوز نامناسب؛
رسوب قالب ناشی از موارد فوق اغلب ترکیبی از عوامل مختلف است و یافتن علت رسوب قالب و نحوه جلوگیری از آن بسیار مشکل ساز است و رسوب قالب تنها پس از چند روز تشکیل می شود.
2. انواع مقیاس قالب
1) مواد افزودنی مختلف انواع خاصی از رسوبات قالب را تولید می کنند. بازدارنده آتش در دمای بالا واکنش نشان می دهد تا تجزیه شود و احتمالاً محصولاتی در مقیاس قالب تولید کند. تحت تأثیر دمای بیش از حد بالا یا نیروی برشی شدید، عامل ضد ضربه از پلیمر جدا می شود و روی سطح حفره قالب باقی می ماند تا مقیاس قالب را تشکیل دهد.
2) رنگدانه در پلاستیک مهندسی ترموپلاستیک در دمای بالا ذوب می شود که باعث کاهش پایداری حرارتی مواد قالب گیری می شود و در نتیجه ترکیب پلیمر تخریب شده و رنگدانه تجزیه شده برای تشکیل مقیاس قالب ایجاد می شود.
3) قسمت های مخصوصا داغ روی قالب (مانند هسته قالب)، اصلاح کننده ها/تثبیت کننده ها و سایر مواد افزودنی ممکن است به سطح بچسبند و باعث رسوب قالب شوند. در این صورت باید تدابیری برای دستیابی به کنترل بهتر دمای قالب و یا استفاده از تثبیت کننده های مخصوص انجام شود.
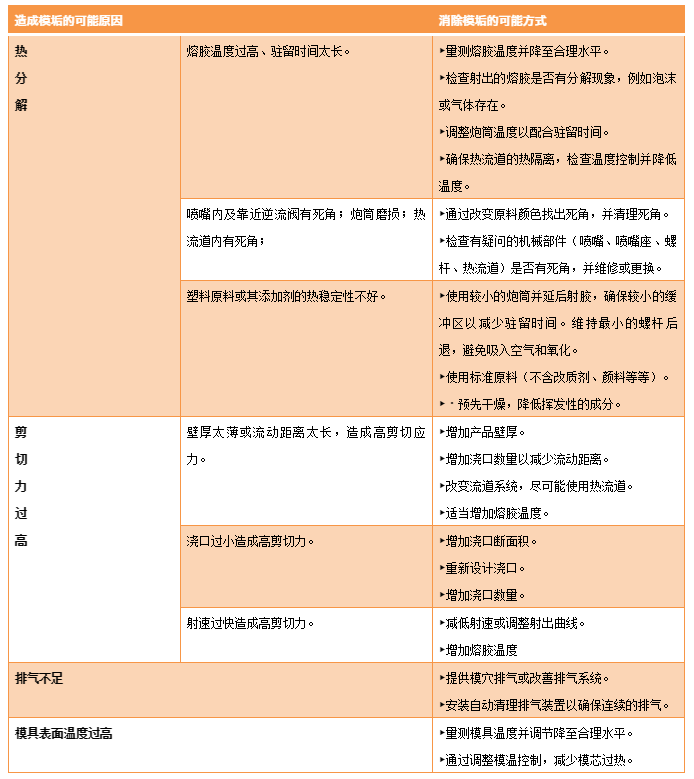
جدول زیر علل احتمالی رسوب قالب و اقدامات پیشگیرانه را فهرست می کند:
سه، وقوع ناگهانی اقدامات متقابل رسوب قالب
اگر رسوب قالب به طور ناگهانی رخ دهد، ممکن است به دلیل تغییر در شرایط قالب گیری یا به دلیل جایگزینی دسته های مختلف مواد قالب گیری باشد. پیشنهادات زیر می تواند به بهبود رسوب قالب کمک کند.
ابتدا دمای مذاب را اندازه گیری کنید و به صورت بصری بررسی کنید که آیا مذاب تجزیه شده است (مانند ذرات سوخته). در عین حال بررسی کنید که آیا مواد قالبگیری به مواد خارجی آلوده شدهاند و آیا از همان مواد تمیزکننده استفاده میشود. وضعیت اگزوز قالب را بررسی کنید.
مجدداً ماشین کار را بررسی کنید: از مواد قالب گیری رنگی استفاده کنید (به جز سیاه)، دستگاه قالب گیری تزریقی را بعد از حدود 20 دقیقه خاموش کنید، نازل و رابط را بردارید، در صورت امکان با پیچ آن را بردارید، بررسی کنید که آیا مواد اولیه ذرات سوخته است یا خیر، و مقایسه رنگ مواد اولیه را ادامه دهید، به سرعت منبع رسوب قالب را پیدا کنید.
در بسیاری از موارد دلایل شگفت انگیزی برای نقص رسوب قالب پیدا شده است. این فناوری برای ماشین های قالب گیری تزریقی کوچکتر با حداکثر قطر پیچ 40 میلی متر مناسب است. حذف رسوب قالب نیز به وضوح کیفیت قطعات را هنگام قالب گیری مواد خام دیگر بهبود می بخشد. اقدامات متقابل فوق برای قالب گیری با سیستم های رانر داغ نیز مناسب است.
رسوب قالب منجر به ایجاد نقص در ظاهر قطعات قالب گیری تزریقی به خصوص قطعات دارای فرسایش سطحی می شود که با سندبلاست با دستگاه های سندبلاست قابل تعمیر است.

چهار، نگهداری قالب
هنگامی که رسوب قالب را نمی توان با استفاده از تمام اقدامات فوق از بین برد، تعمیر و نگهداری قالب باید تقویت شود.
رسوبات قالب روی سطح قالب در مرحله اولیه راحت تر از بین می روند، بنابراین حفره های قالب و کانال های اگزوز باید به طور منظم تمیز و نگهداری شوند (به عنوان مثال، پس از هر دسته از تولید قالب). اگر قالب برای مدت طولانی نگهداری و نگهداری نشود، پس از تشکیل یک لایه ضخیم قالب، برداشتن رسوب قالب بسیار دشوار و زمان بر است.
اسپری های مورد استفاده برای نگهداری و نگهداری قالب های تزریق عمدتاً عبارتند از: عامل رها کننده، عامل ضد زنگ، روغن انگشتانه، لکه بر چسب، ماده تمیز کننده قالب و غیره.
ترکیب شیمیایی فلس کپک بسیار پیچیده است و برای حذف آن باید از روش های جدیدی مانند حلال های عمومی و انواع حلال های خاص، اسپری های فر و لیموناد کافئین دار استفاده و سعی شود. روش عجیب دیگر استفاده از لاستیک برای تمیز کردن مسیرهای مدل است.

5. پیشنهاداتی برای جلوگیری از رسوب قالب
هنگام استفاده از قالبگیری داغ و مواد خام حساس به حرارت، زمان ماند مذاب طولانیتر خواهد بود و در نتیجه خطر تجزیه مواد خام و تشکیل مقیاس قالب را افزایش میدهد. پیچ ماشین قالب گیری تزریقی را تمیز کنید.
هنگام تشکیل مواد حساس به برش از رانرها و دروازه های بزرگتر استفاده می شود. دروازه های چند نقطه ای می توانند فاصله جریان را کاهش دهند، سرعت تزریق را کاهش دهند و خطر رسوب قالب را کاهش دهند.
اگزوز قالب کارآمد می تواند احتمال رسوب قالب را کاهش دهد. اگزوز قالب مناسب را در مرحله طراحی قالب تنظیم کنید. یک سیستم اگزوز اتوماتیک یا یک روش اگزوز که بتواند به راحتی رسوبات قالب را از بین ببرد بهترین انتخاب است. بهبود سیستم اگزوز اغلب منجر به کاهش رسوبات قالب روی قالب می شود.
سطح حفره قالب را با یک پوشش نچسب مخصوص بپوشانید تا از تشکیل رسوبات قالب جلوگیری شود. برای ارزیابی اثر پوشش باید آزمایشاتی انجام شود.
درمان نیترید تیتانیوم در سطح داخلی قالب می تواند از تشکیل پوسته قالب بر روی قالب جلوگیری کند.
این مقاله از اینترنت است، فقط برای یادگیری و ارتباط، بدون هدف تجاری.















 دفتر مرکزی: پلاک 539 جاده بوهای، منطقه بیلون، شهر نینگبو، استان ژجیانگ، P.R. چین
دفتر مرکزی: پلاک 539 جاده بوهای، منطقه بیلون، شهر نینگبو، استان ژجیانگ، P.R. چین
 +86-18067123177
+86-18067123177